When cutting woven polypropylene, laminated films or technical non-wovens, the choice between ultrasonic cutting and conventional blade cutting has a direct impact on edge quality, seal strength and downstream processing.
How Ultrasonic Cutting Works
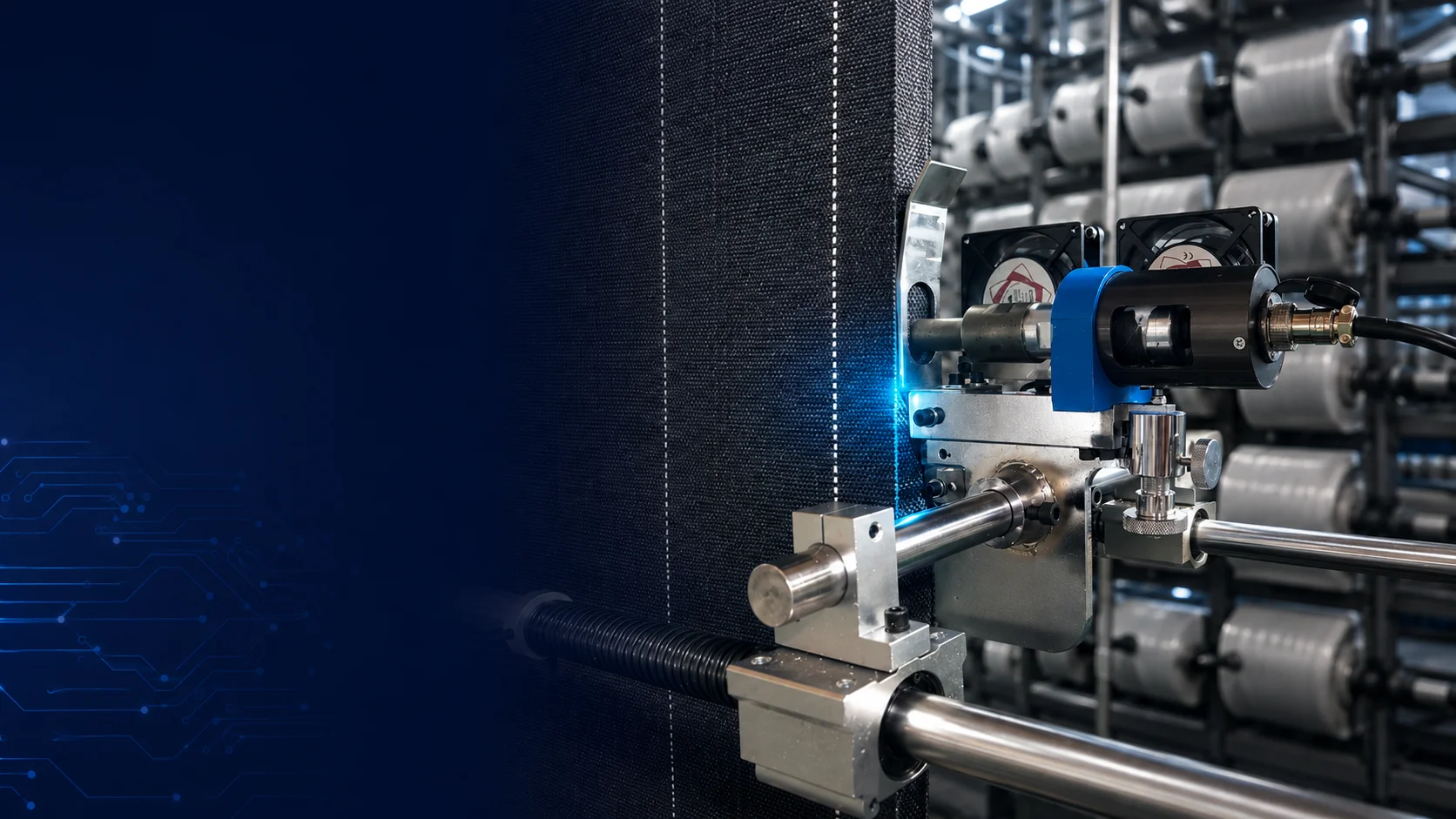
An ultrasonic cutter uses a high-frequency vibrating blade — typically at 20,000 to 40,000 Hz — to simultaneously cut and seal the fabric. The vibrational energy generates localised heat at the cut point, melting and fusing the thermoplastic fibres as it cuts. The result is a clean, sealed edge that does not fray.
Edge Quality Comparison
Conventional blades cut cleanly through fabric but leave raw polypropylene edges that fray immediately. Ultrasonic cutting fuses the edge as it cuts, producing a sealed border that is dimensionally stable and does not require secondary finishing. For FIBC webbing, sling straps and industrial bag components, this is a critical difference.
Throughput and Operating Cost
Ultrasonic cutters run at high speed with no blade replacement cost. Conventional blade systems require frequent blade changes, especially on abrasive technical fabrics, which adds downtime and consumable cost. Over a production run, ultrasonic systems typically have a lower total cost per cut.
Application Fit
Ultrasonic cutting is best suited for thermoplastic fabrics and films where edge sealing adds value. It is not appropriate for natural fibres or non-thermoplastic materials where heat fusion is not possible.